优势特点:放电加工机TBI滚珠丝杆RFSY2525-3.6主要尺寸参数的选择应根据机床使用要求全面综合考虑,因为TBI丝杆的公称直径、基本导程、预紧力、负载滚珠的有效圈数与丝杠的寿命、位移精度、刚度、驱动力矩等有密切关系。
螺帽旋转式TBI滚珠丝杆是在螺帽的外径上装上专用的轴承外套使之运转动作,通过让螺帽旋转或停止的运作,只用一根轴就能够进行2种(旋转、螺旋)模式的运动。旋转式滚珠花键则是在花键外筒的外径上装上专用的轴承外套,使之运转动作。通过让外筒旋转或停止的运作,只用一根轴就能够进行2种(旋转、直线)模式的运动。旋转式滚珠丝杆花键则可通过让螺帽/外筒旋转或停止的运作,只用一根轴就能够进行3种(旋转、螺旋、直线)模式的运动。适用于水平多关节机械手臂(SCARA)、产业用机器人、自动装载机、雷射加工机、搬送装置、机械加工中心的ATC装置等,最适合在旋转运动与直线运动的组合装置上使用。
tbi滚珠丝杆螺母怎么装滚珠方法:
具体是这样的,你必须有一个与丝杠滚珠槽直径相同的套筒,丝母用煤油清洗后,在滚珠槽上涂上润滑脂,然后用一个针状物头上抹上一点润滑脂,用针状物上的润滑脂将滚珠逐个粘起放入滚珠槽内,放完后将套筒放入丝母内,用丝杠顶住套筒旋转便可将其旋入,套筒的作用是滚珠丝杆旋入时不会将滚珠挤出。
【用到的材料】
要用到甲轴的,就是螺母出厂后自身带的(可以向厂家要的)利用甲轴将螺母里面的钢珠固定住套在丝杆的加工端旋进即可 注意的是不要让钢珠掉出或是移位。
检举用甲轴是最好的。用黄油把珠子固定好,用手或铁条压住珠子;顶住丝杠,旋进丝杠即可。如有珠子被挤出;可退一点丝杠;再把珠子抿进槽里,继续旋进丝杠。反复进行即可完成。
滚珠螺杆螺母怎么装滚珠方法图
【安装注意事项】
要注意循环器之间的沟槽,不需要循环的不能装钢珠哦!如果是钢珠掉了重新再装,就要先测试钢珠的大小了,精密研磨滚珠丝杆钢珠因为调预压,大小钢珠会有混装的现象,这你就麻烦了,这样就要找专业人士了,不然你头大了。
如果是内循环的,就按上面所说的装吧,找不到甲轴,就找一个厚的彩印纸卷一个就行了,要有强度的,保证正圆度! 如果是外循环就要丝杆和螺母一个一个钢珠装了,要保证一列循环,钢珠的保有量啊!
放电加工机TBI滚珠丝杆RFSY2525-3.6主要尺寸参数的选择应根据机床使用要求全面综合考虑,因为TBI丝杆的公称直径、基本导程、预紧力、负载滚珠的有效圈数与丝杠的寿命、位移精度、刚度、驱动力矩等有密切关系。

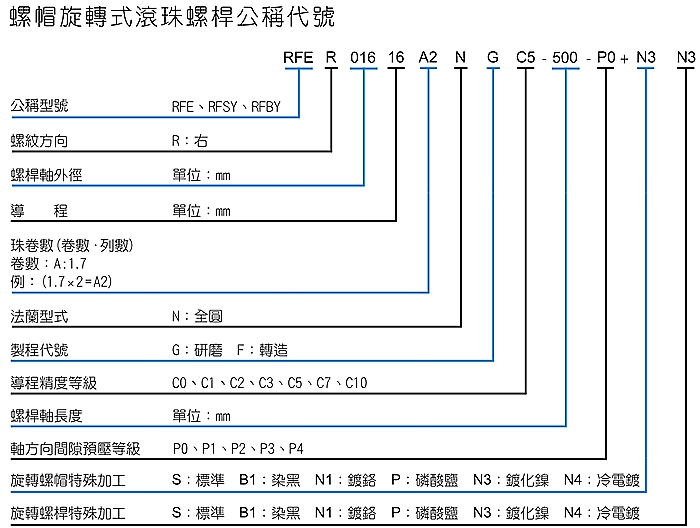
螺帽旋转式TBI滚珠丝杆RFSY型是在螺帽的外径上装上专用的轴承外套,使之运转动作,通过让螺帽旋转或停止的运作,只用一根轴就能够进行2种(旋转、螺旋)模式的动作。
1.旋转方向零间隙,高定位精度
2.高速性,运行顺畅
3.低噪音
4.安装简便,节省空间
转动有施予预压的滚珠丝杠产生的预压如下图
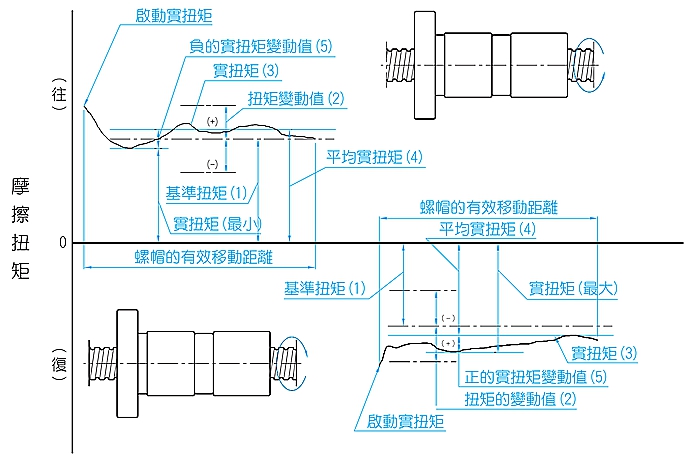
预压扭矩说明
(1)预压
(1)预压
为求消除RFSY丝杆的间隙増大螺杆之刚性而将1组大1号的钢珠(约2u)填入螺帽内,或者使用在螺杆轴方向互相施予移位的两个螺帽而产生的螺杆内部的作用力
(2).预压动扭矩
依所定之预压加诸于滚珠螺杆后,在外部无负载的状态下,连续转动螺杆轴或螺帽所需之动扭矩谓之
(3).基准扭矩
做为目标所设定的预压动扭矩上图。
(4)扭矩变动值
做为目标所设定的预压动扭矩的变动值。取相对于基准扭矩的正或负值
(5)扭矩变动率
相对于基准扭矩的变动值的比率。
(6)实扭矩
TBI螺帽旋转式滚珠丝秆的实测预压动扭矩.
(7)平均实扭矩
螺纹部有效长度内;使螺帽做往复运动所测得之实扭矩的最大与最小值的算术平均数。
(8)雪扭矩的变动值
螺纹部有效长度内;使螺帽做往复运动所(= )得之最大变动值・最小」值取相对于实扭矩正或负值。
(9)扭矩变动率
相对于平均实扭矩的实扭矩的变动值的比率。
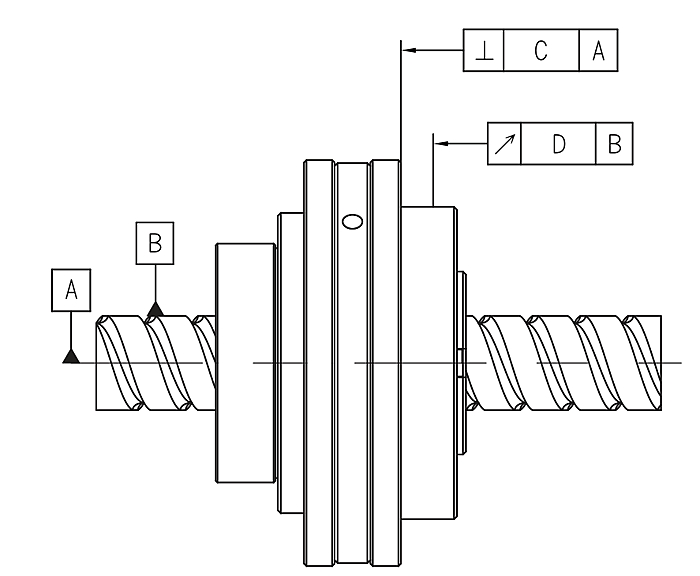
除了滚珠杆螺杆螺帽对螺杆轴线的半径方向圆周偏差(D)和法兰安装面对螺杆轴线的直角度(C)之外・RFSY型的精度以J1S规格(JISB1192-1997)为基准。
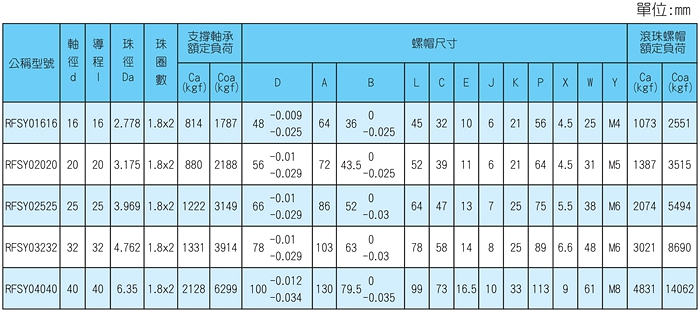
| 导程精度 | 转造C7 | 转造C10 | 研磨C7 | 研磨C5 | 研磨C3 | |||||
| 型号 | C | D | C | D | C | D | C | D | C | D |
| RFSY01616 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02020 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02525 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY03232 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY04040 | 0.046 | 0.086 | 0.046 | 0.086 | 0.026 | 0.046 | 0.021 | 0.033 | 0.018 | 0.026 |
注:RFSY与RFBY精度规格相同,选择RFBY精度可按上表参考。
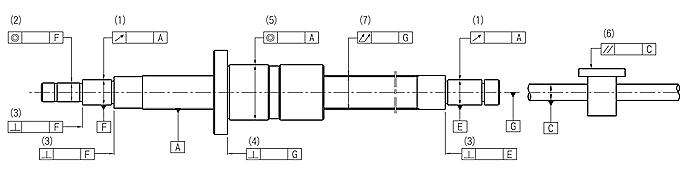
TBI滚珠螺杆的安装部位之精度・其必要项目如下
(1)相对于螺纹沟面的轴线A・测定螺杆支持部位的半径方向周偏摆值.
(2)相对于螺杆支持部位的轴线F,测定零件安装部位的同轴度。
(3)相对于螺杆轴支部位的轴线E,测定支持立的端面的直角度。
(4)相对于螺杆轴线G・测定螺闺的基准面或法的安装面的直角度。
(5相对于冢杆轴线A,测定螺帽外缘圆周(圆筒型)的同轴度。
(6)相对于螺杆轴线C・测定螺帽外缘(平头型安装面)的平行度。
(7)螺杆轴线的半径方向的总偏摆值.
(7)螺杆轴线的半径方向的总偏摆值.
在此所述之精度项目是以JISB11911192为基准.

滚珠螺杆的安装部位之精度・其必要项目如下
(1)相对于螺纹沟面的轴线A・测定螺杆支持部位的半径方向周偏摆值.
(2)相对于螺杆支持部位的轴线F,测定零件安装部位的同轴度。
(3)相对于螺杆轴支部位的轴线E,测定支持立的端面的直角度。
(4)相对于螺杆轴线G・测定螺闺的基准面或法的安装面的直角度。
(5相对于冢杆轴线A,测定螺帽外缘圆周(圆筒型)的同轴度。
(6)相对于螺杆轴线C・测定螺帽外缘(平头型安装面)的平行度。
(7)螺杆轴线的半径方向的总偏摆值.
(7)螺杆轴线的半径方向的总偏摆值.
在此所述之精度项目是以JISB11911192为基准.