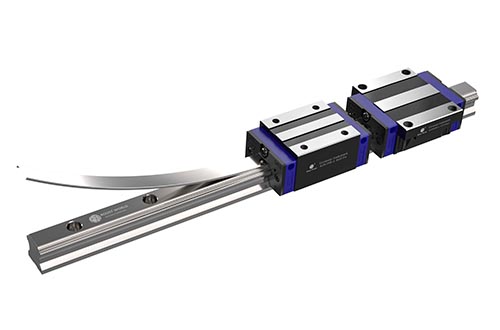





优势特点:精密螺母WON直线滚珠花键WLSF25上有两条经过研磨,能够与滚珠配合的半圆形槽,当矩施加在花键轴或螺母上时,两列滚珠可以自动调节转动中心,均匀分配扭矩。
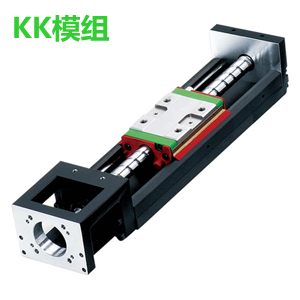
直线型WON滚珠花键加工
花键加工,包括花键轴和花键孔(见花键联接)的加工。 花键轴加工主要采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧(见成形轧制)等塑性变形的加工方法。
①滚切法:用花键滚刀在花键轴铣床(见花键加工机床)或滚齿机上按展成法(见齿轮加工)加工,这种方法生产率和精度均高,适用于批量生产。
②铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧,逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的花键轴和淬硬前的粗加工。
③磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。
④冷打法:在专门的机床上进行。冷打won花键轴的工作原理。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率。主要有插削、拉削和磨削等方法。
精密螺母WON直线滚珠花键WLSF25上有两条经过研磨,能够与滚珠配合的半圆形槽,当矩施加在花键轴或螺母上时,两列滚珠可以自动调节转动中心,均匀分配扭矩。
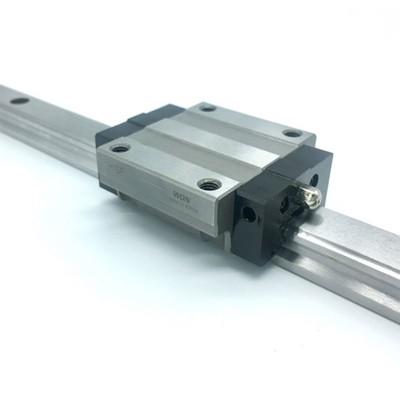
法兰型WLSF系列
- 四个滚珠列的滚珠与螺丝帽和轴的圆弧槽两点接触的结构。
- 圆型法兰,安装比较容易。
【预压】

滚珠花键可以根据使用环境条件,选择不同预压。
需要刚性或者旋转方向较高定位精度时,利用插入到轴和螺丝帽之间的作为转动体的滚珠使得没有空隙或者插入比轴和螺丝帽的空隙更大的滚珠,以事前在转动体中施加轴和螺丝帽负荷的方式给予预压时,刚性变高,并且对于外部负荷的变位量会降低。
负载负荷的条件需要施加震动负荷或者变动负荷并且较高刚性时,考虑到滚珠花键的寿命,需要选定符合使用条件的预压量。
【滚珠花键的精度】

滚珠花键的精度是以轴为标准的螺丝帽外径的晃动,依照KS B 1422(JIS B 1193)。
滚珠花键的精密度等级分为普通级(无符号)、上级(H)、精密级(P)三个等级。
精密度等级根据名称号码排列例标识。